
製造メーカーのタヒボジャパンでは、貴重な天然資源を保護するために計画伐採を実施しています。
1 商品性能および高品質維持の鍵は原材料の厳選にあり
「ディボタヒボ」の原料となるタヒボ(学名タベブイア・アベラネダエ)の木は、栽培木ではなく南米ブラジル・アマゾン川流域に自生する天然木。それだけに大変貴重で、伐採する原木の選定が最大のポイントです。
「ディボタヒボ」の原料となる原木は、南米植物に詳しい専門チームの調査に基づく特定地域内※1のみで伐採しています。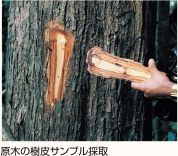 しかも、事前のサンプリング分析によって、樹齢が30年以上の原木だけを計画的に伐採しています。
しかも、事前のサンプリング分析によって、樹齢が30年以上の原木だけを計画的に伐採しています。
| ※1 | 貴重な天然資源を乱伐・盗伐から守るために具体的地名は公表せず特定地域と表現しています。 |
2 ブラジル現地工場で手作業による一次加工
伐採された原木は製材所で樹皮をはぎ、ブラジル国内の現地工場へ。そこでは天日乾燥し、自然にはがれた靭皮(内部樹皮)を2~3cmの細かいチップにまでカッティングします。

チップは麻袋に入れて現地保管倉庫へ
細かくカッティングされた樹皮の内皮チップ
- 現地工場に移された樹皮を天日乾燥させます(約2ヶ月間)
- 外皮と内皮が自然にはがれます。
- はがれた内皮をブラッシングして小さく断裁します。
- 断裁した内皮をさらに機械でカッティングして2 ~ 3 c m の細かいチップにします。
3 ブラジル連邦共和国衛生監督庁品質ガイドラインに基づく輸出前チェック
現地保管倉庫では、麻袋に入ったまま6ヶ月間保管し乾燥させます。この間に日本へ輸出前の品質管理分析※2を行います。
※2 目視および顕微鏡確認、純度、化学組成、有用成分計測、微生物の確認
(ブラジル連邦共和国衛生監督庁品質ガイドラインRDC204・RDC210に準拠)

日本国内での厳しい品質管理のもとで製品化されています。
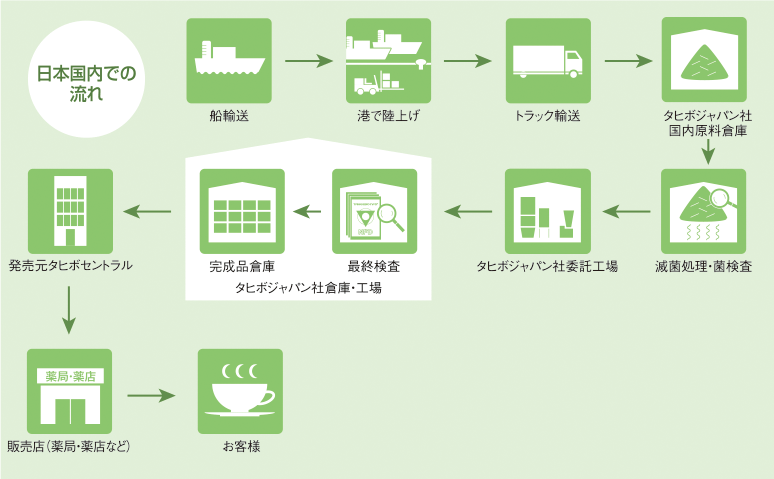
- 船輸送
- 港で陸上げ
- トラック輸送
- タヒボジャパン社国内原料倉庫
- 滅菌処理・菌検査
- タヒボジャパン社委託工場
- 最終検査(タヒボジャパン社倉庫・工場)
- 完成品倉庫(タヒボジャパン社倉庫・工場)
- 発売元タヒボセントラル
- 販売店(薬局・薬店など)
- お客様
4 日本に到着したタヒボ原料チップはまず製造メーカーの原料倉庫で保管
ブラジルから輸入された原料チップは、良好な保存状態を維持するために自動換気装置を備えた製造メーカー:タヒボジャパン倉庫※3で大切に管理します。

| ※3 | 盗難リスクなどから守るために、タヒボジャパン(製造メーカー)の原料倉庫所在地は一般には公表しておりません。 |
5 食品への加工は食品安全基準に適合した委託工場で
原料チップから粉末への加工、またエキス抽出からエキス末製造・軟カプセルへの加工製造は、食品安全基準(GMP基準)に適合したタヒボジャパン社の外部委託工場で行っています。

6 行政のガイドラインに基づく各種検査を実施
それぞれの工場では、製品の菌検査をはじめとする行政のガイドラインに基づく品質検査を随時行っています。また、第三者の検査機関による厳格な試験を定期的に実施しており、試験結果報告書がその都度製造メーカーのタヒボジャパン社に提出されています。
原料チップから粉末へと加工するときの検査
タヒボジャパン社では、滅菌処理および菌検査に加えて、ポジティブリスト制度に基づき340品目の残留農薬検査※4を行っています。タヒボは栽培作物ではないため農薬が検出されることは本来ありえませんが、地球規模で環境汚染が拡散している現状を懸念してのことです。
| ※4 | 平成20年2月28日 (株)環境研究センター 食品安全検査事業部 受付番号【21001781】 |
軟カプセル商品製造時の検査
菌検査、目視による外観検査、コンピュータによる粒ごとのサイズ・重量チェック、目視によるボトル重量チェックを行っています。製造メーカーのタヒボジャパン社では、加工時に添加するその他原材料についても、そのひとつひとつについて規格書の提出を求め安全性を追求しています。
エキス末商品製造時の検査
エキス抽出からスプレードライ加工をしてエキス末にするまでにPH検査・菌検査・水分チェックを行っています。
包装資材の安全性も確認ずみ
包装資材や製品と同梱される乾燥剤についても、有害性・安定性の見地から組成や中味への影響について分析・評価を行い、使用する素材の安全性を確認しています。